









Difference between revisions of "Wire rod (steel)"
m (→Shipment / storage) |
|||
| (One intermediate revision by the same user not shown) | |||
| Line 10: | Line 10: | ||
Wire rods are manufactured from billets. This is accomplished by an extrusion process, whereby the red metal bar is pressed into the orifice of a die. The metal is forced against the die by hydraulic rams and the continuous form which emerges takes the shape of the die opening. Sizes vary but are often between 5 – 9 mm in diameter. | Wire rods are manufactured from billets. This is accomplished by an extrusion process, whereby the red metal bar is pressed into the orifice of a die. The metal is forced against the die by hydraulic rams and the continuous form which emerges takes the shape of the die opening. Sizes vary but are often between 5 – 9 mm in diameter. | ||
This semi finished product consists of wire wound into coils each being secured with wire bands. These coils are usually consolidated into units of four coils bound together by metal strapping bands. Each unit is referred to as a ‘unitised bundle of wire rods’. Sometimes the coils are the same size as unitised bundles but the wire in the bundles is continuous. Approximate weights are between 1 – 1,5 tons, and the bundles on average measure about 1m diameter, 1,25 breadth. <br><br> | This semi finished product consists of wire wound into coils each being secured with wire bands. These coils are usually consolidated into units of four coils bound together by metal strapping bands. Each unit is referred to as a ‘unitised bundle of wire rods’. Sometimes the coils are the same size as unitised bundles but the wire in the bundles is continuous. Approximate weights are between 1 – 1,5 tons, and the bundles on average measure about 1m diameter, 1,25 breadth. <br><br> | ||
| − | Wire rods are in most instances shipped in an unwrapped condition, and are therefore usually affected by rust. They are invariably stored in the open prior to shipment, so that it is not uncommon to observe water dripping out of the bundles when they are shipped. This is a hot drawn product which is subjected to further processing in order that it might be directed to a large range of end uses, such as the manufacture of nails, [[ | + | Wire rods are in most instances shipped in an unwrapped condition, and are therefore usually affected by rust. They are invariably stored in the open prior to shipment, so that it is not uncommon to observe water dripping out of the bundles when they are shipped. This is a hot drawn product which is subjected to further processing in order that it might be directed to a large range of end uses, such as the manufacture of nails, [[Galvanised Wire]] for fending (including barbed wire), road mesh, wire for pre-stressed concrete, to mention a few applications. |
When the wire is wrapped, this is an indication that the goods are destined for a fabrication of a more delicate nature, e.g. wire for musical instruments. Defects which develop during the time that the goods are in the care of the transporting vessel will ultimately provoke claims.<br><br> | When the wire is wrapped, this is an indication that the goods are destined for a fabrication of a more delicate nature, e.g. wire for musical instruments. Defects which develop during the time that the goods are in the care of the transporting vessel will ultimately provoke claims.<br><br> | ||
Many shipments of wire rods, in their condition as transported by sea, are eventually destined to be cold drawn. During this process the wire is forced through dies which reduce its gauge, and cause it to increase in length. Because of this, kinks and nicks in the wire are inadmissible, as when being drawn through the dies the wire can break. Even if the wire is not for redrawing such defects are undesirable, e.g. in the manufacture of road mesh, as these imperfections show up in the finished product. Disintegration of bundles during the voyage, caused by bad stowage, crushing and breakage of the strapping bands, is to be avoided as this leads to loose turns of wire which develop into tangling, intertwining and twisting of the wire. As a result of this, parts of the coils may have to be cut off and scrapped. If this is not the ultimate solution, depending upon the uses to which the wire is intended, tangling and twisting of the turns in the bundles results in loss of time on the production line and eventual insurance claims. <br><br> | Many shipments of wire rods, in their condition as transported by sea, are eventually destined to be cold drawn. During this process the wire is forced through dies which reduce its gauge, and cause it to increase in length. Because of this, kinks and nicks in the wire are inadmissible, as when being drawn through the dies the wire can break. Even if the wire is not for redrawing such defects are undesirable, e.g. in the manufacture of road mesh, as these imperfections show up in the finished product. Disintegration of bundles during the voyage, caused by bad stowage, crushing and breakage of the strapping bands, is to be avoided as this leads to loose turns of wire which develop into tangling, intertwining and twisting of the wire. As a result of this, parts of the coils may have to be cut off and scrapped. If this is not the ultimate solution, depending upon the uses to which the wire is intended, tangling and twisting of the turns in the bundles results in loss of time on the production line and eventual insurance claims. <br><br> | ||
| + | |||
==Applications== | ==Applications== | ||
Wire rod is used for many different products. Depending upon how it is cold formed and heat treated, wire is used, for example, to produce not only wire ropes, barbed wire, wire mesh and nails, but also springs, welded wire mesh and reinforcement wire.<br><br> | Wire rod is used for many different products. Depending upon how it is cold formed and heat treated, wire is used, for example, to produce not only wire ropes, barbed wire, wire mesh and nails, but also springs, welded wire mesh and reinforcement wire.<br><br> | ||
| Line 26: | Line 27: | ||
<b>Points to be considered</b><br> | <b>Points to be considered</b><br> | ||
The delivery of loose, or partly loose bundles will result in claims being entered to cover the costs of restrapping to facilitate carriage of the goods to final destination. Physical damage may be claimed on account of disintegration of the coils or bundles. | The delivery of loose, or partly loose bundles will result in claims being entered to cover the costs of restrapping to facilitate carriage of the goods to final destination. Physical damage may be claimed on account of disintegration of the coils or bundles. | ||
| − | + | Contact with [[salt]] water will impair the quality of the goods which may have to undergo a pickling process in order to restore them to their original good condition. The development of rust pitting can permanently damage wire rods. This can also be caused through contact with salt water, but long exposure to fresh water may also result in severe pitting under certain conditions. | |
When the various windings in the bundles are affected by sever bending, kinking, twisting, nicks, scoring and heavy scratch marks, claims against the carrier can be forthcoming when the goods are delivered. | When the various windings in the bundles are affected by sever bending, kinking, twisting, nicks, scoring and heavy scratch marks, claims against the carrier can be forthcoming when the goods are delivered. | ||
It cannot be too strongly emphasised that wire rods must be handled with care. Dropping the bundles or coils into inaccessible places, on board the ship, at time of loading may cause serious distortion – bundles or coils become out of round shape. | It cannot be too strongly emphasised that wire rods must be handled with care. Dropping the bundles or coils into inaccessible places, on board the ship, at time of loading may cause serious distortion – bundles or coils become out of round shape. | ||
| Line 36: | Line 37: | ||
<i>The steel is warmer than the external temperatures anticipated in transit</i> | <i>The steel is warmer than the external temperatures anticipated in transit</i> | ||
Ventilation may be performed without any risk of cargo sweat formation. However, cooling of the ship's sides may cause their temperature to drop below the dew point of the hold air, resulting in ship sweat inside the hold. In this case, the temperature of the hold air should be adjusted by ventilation to match that of the external air.<br><br> | Ventilation may be performed without any risk of cargo sweat formation. However, cooling of the ship's sides may cause their temperature to drop below the dew point of the hold air, resulting in ship sweat inside the hold. In this case, the temperature of the hold air should be adjusted by ventilation to match that of the external air.<br><br> | ||
| + | |||
==Risk factors== | ==Risk factors== | ||
* Moisture (particularly sea water) | * Moisture (particularly sea water) | ||
Latest revision as of 14:48, 18 January 2021
| Infobox on Wire rod (steel) | |
|---|---|
| Example of Wire rod (steel) | 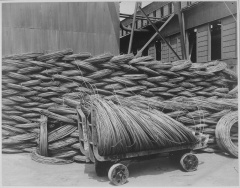 |
| Facts | |
| Origin | Trade in steel and steel products primarily flows:
|
| Stowage factor (in m3/t) |
|
| Humidity / moisture | Relative humidity: <40 - 50% |
| Ventilation | (see text also) Steel corrosion accelerates rapidly at relative humidity > 60%. If possible, relative humidity should be reduced to below 60% by appropriate ventilation measures. |
| Risk factors | (see text also) Dust from coal, ores, salts and especially fertilizers and other bulk materials has a corrosive effect. Wire rod is also sensitive to sea water and mechanical damage. |
Wire rod (steel)
Contents
Description
Wire rods are manufactured from billets. This is accomplished by an extrusion process, whereby the red metal bar is pressed into the orifice of a die. The metal is forced against the die by hydraulic rams and the continuous form which emerges takes the shape of the die opening. Sizes vary but are often between 5 – 9 mm in diameter.
This semi finished product consists of wire wound into coils each being secured with wire bands. These coils are usually consolidated into units of four coils bound together by metal strapping bands. Each unit is referred to as a ‘unitised bundle of wire rods’. Sometimes the coils are the same size as unitised bundles but the wire in the bundles is continuous. Approximate weights are between 1 – 1,5 tons, and the bundles on average measure about 1m diameter, 1,25 breadth.
Wire rods are in most instances shipped in an unwrapped condition, and are therefore usually affected by rust. They are invariably stored in the open prior to shipment, so that it is not uncommon to observe water dripping out of the bundles when they are shipped. This is a hot drawn product which is subjected to further processing in order that it might be directed to a large range of end uses, such as the manufacture of nails, Galvanised Wire for fending (including barbed wire), road mesh, wire for pre-stressed concrete, to mention a few applications.
When the wire is wrapped, this is an indication that the goods are destined for a fabrication of a more delicate nature, e.g. wire for musical instruments. Defects which develop during the time that the goods are in the care of the transporting vessel will ultimately provoke claims.
Many shipments of wire rods, in their condition as transported by sea, are eventually destined to be cold drawn. During this process the wire is forced through dies which reduce its gauge, and cause it to increase in length. Because of this, kinks and nicks in the wire are inadmissible, as when being drawn through the dies the wire can break. Even if the wire is not for redrawing such defects are undesirable, e.g. in the manufacture of road mesh, as these imperfections show up in the finished product. Disintegration of bundles during the voyage, caused by bad stowage, crushing and breakage of the strapping bands, is to be avoided as this leads to loose turns of wire which develop into tangling, intertwining and twisting of the wire. As a result of this, parts of the coils may have to be cut off and scrapped. If this is not the ultimate solution, depending upon the uses to which the wire is intended, tangling and twisting of the turns in the bundles results in loss of time on the production line and eventual insurance claims.
Applications
Wire rod is used for many different products. Depending upon how it is cold formed and heat treated, wire is used, for example, to produce not only wire ropes, barbed wire, wire mesh and nails, but also springs, welded wire mesh and reinforcement wire.
Shipment / storage
Stowage on board ship
Compared with other steel products, wire rods have a somewhat higher stowage factor. They can be stowed in lower holds or tweendecks. Usually deep stowages are involved and, with the present day lack of tweendeckers, such stowages commence directly on the vessel’s tank tops, in bulk carriers.
Compact, rigid bundles are necessary in order to effect a good stow. The bundles or coils are stowed with their cylindrical centre cores placed in a fore and aft direction in the ship, much the same as coils of steel sheeting are placed in stow. The stowage of the individual coils or bundles must be uniform and compactly arranged in order to avoid breakdowns of the stow with accompanying crushing damage and disintegration of the bundles. Slackness in bundles, when offered for shipment is usually attributable to failure to compress the bundles sufficiently when the securing wires, or metal strapping bands, are applied. Slack bundles invariably suffer from convergence of the securing bands which result in the bundle windings spraying open . Such bundles or coils cannot be properly stowed on board ship and also cannot be properly handled when being loaded; damage inevitably results from this.
When stowages terminate at a half hatch position, the face of the stow should be adequately secured, in order to prevent bulging and eventual collapse of the stow. If the bundles are well formed and rigid, a wire rod stowage will support a considerable weight in overstowing cargo. Nevertheless, one should keep in mind that the wire rods settle, and much sinkage of the surface layers occurs during the voyage.
Care in handling
Wire rods must be handled with care to avoid nicking, scoring, scratching and localised sharp bends and twists to the windings. In the circumstances, the forks on the fork-lift trucks need tio be protected or of cylindrical construction. The bundles or coils should be hoisted by means of ‘Cobra’ or braided wire slings; ‘C’ hooks are often used. When only part of the cargo space is filled with wire rods the ideal stowage position is against the after bulkhead, with the stow projecting forward of this. Adequate dunnage must be used to keep the goods clear of all metal parts comprising the vessel’s structure.
All unwrapped mild steel wire is usually affected by rust at time of shipment, prior to which it is often stored outside and exposed to the elements for some considerable time. In most instances, fresh-water rust development is accepted as normal for these goods and is therefore of no consequence.
If it is decided to load during rainy weather, care should be taken that not too much free moisture may collect on the tanktop and bank up at the aft end of the compartment as otherwise the bundled wire rod might actually be partially submerged in water. This water could become contaminated by chlorides from salt crystals left behind from previous sea water washings or rests of previous cargoes and/or impurities brought in with the cargo. If this occurs, those coils affected would sustain damage. Sea water has a devastating effect upon steel products and rapidly causes a serious rust condition to develop whereby the material may become pitted and eroded.
Points to be considered
The delivery of loose, or partly loose bundles will result in claims being entered to cover the costs of restrapping to facilitate carriage of the goods to final destination. Physical damage may be claimed on account of disintegration of the coils or bundles.
Contact with salt water will impair the quality of the goods which may have to undergo a pickling process in order to restore them to their original good condition. The development of rust pitting can permanently damage wire rods. This can also be caused through contact with salt water, but long exposure to fresh water may also result in severe pitting under certain conditions.
When the various windings in the bundles are affected by sever bending, kinking, twisting, nicks, scoring and heavy scratch marks, claims against the carrier can be forthcoming when the goods are delivered.
It cannot be too strongly emphasised that wire rods must be handled with care. Dropping the bundles or coils into inaccessible places, on board the ship, at time of loading may cause serious distortion – bundles or coils become out of round shape.
Defects which develop as indicated above, invariably develop into claims consisting of extra expenses for rebundling, loss of production by the factory owing to loss of time, and occasionally a certain degree of reprocessing is necessary in order to rectify some serious defects caused through heavy rusting.
Ventilation
Wire rod requires particular humidity/moisture and possibly ventilated conditions. Steel corrosion accelerates rapidly at relative humidity > 60%. If possible, relative humidity should be reduced to below 60% by appropriate ventilation measures. However, the following should be noted:
Steel exhibits a lower temperature than the external temperature anticipated during transit
If the temperature of the ambient air outside the ship rises, this has only a minimal effect on the temperature of the cargo. Ventilation with "warm" external air may result in cargo sweat on the "cold" steel, if the temperature of the latter is below the dew point of the ambient air. In such a case, ventilation may encourage corrosion.
The steel is warmer than the external temperatures anticipated in transit
Ventilation may be performed without any risk of cargo sweat formation. However, cooling of the ship's sides may cause their temperature to drop below the dew point of the hold air, resulting in ship sweat inside the hold. In this case, the temperature of the hold air should be adjusted by ventilation to match that of the external air.
Risk factors
- Moisture (particularly sea water)
- Contamination
- Mechanical influences